




为了让您更好地了解不锈钢不锈钢激光切割经久耐用产品的优势和特点,我们特意制作了产品视频。请您在空闲时间观看,相信会给您带来一份全新的体验和感受。
以下是:不锈钢不锈钢激光切割经久耐用的图文介绍

昌盛源金属有限公司
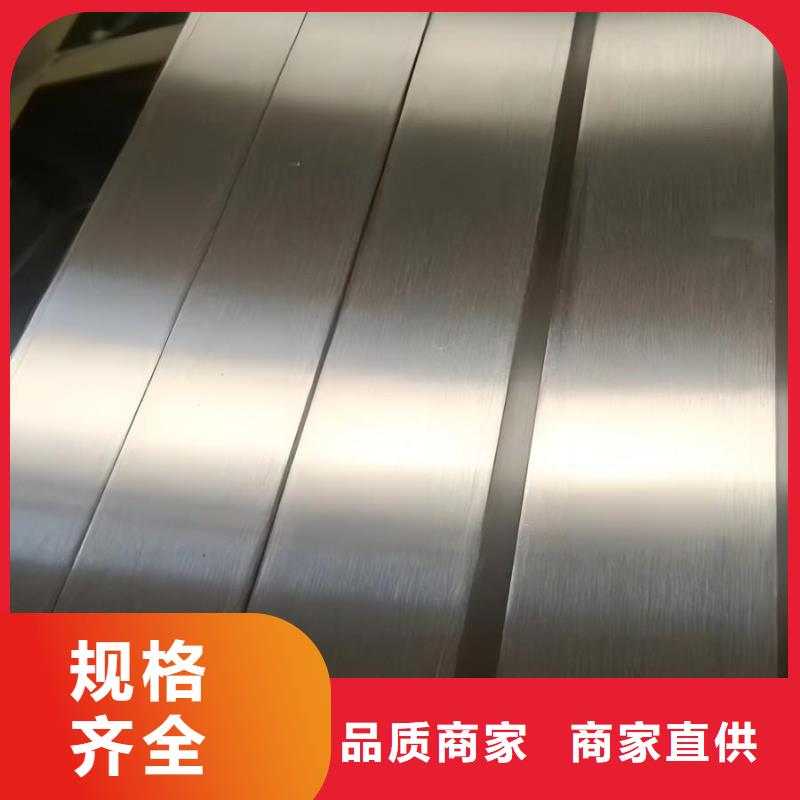
防城2507不锈钢板供应
注重质量品质过关
加工库存充足
防城2507不锈钢板的详细介绍
品质可靠精选货源

防城港防城不锈钢板在焊接过程中的注意事项 1.采用垂直外特征的电源,直流时采用正极性(焊丝接负极)。 2.一般适合于6mm以下薄钢管的焊接,具有焊缝成型美不雅,焊接变形量小的特点。 3.庇护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴凸起的长度,以4~5mm为佳,,在角焊等掩蔽性差的处所是2~3mm,在开槽深的处所是5~6mm,喷嘴至工作的距离一般不跨越5mm。 5.为防止焊接气孔之呈现,焊接部位若有铁锈、油污等务必清理清洁。 6.焊接电弧长度,焊接通俗钢时,以2~4mm为佳,而焊接 不锈钢板时,以~3mm为佳,过长则庇护结果欠好。 7.对接打底时,为防止底层焊道的后背被氧化,后背也需要实施气体庇护。 8.为使氩气很好地庇护焊接熔池,和便于施焊操作,钨极中间线与焊接处工件一般应连结80~85°角,填充焊丝与工件概况夹角应尽可能地小,一般为0°摆布。 9.防风与换气。有风的处所,务请采纳挡网的办法,而在室内则应采纳恰当的换气办法。




以质量求发展,把好的防城2507不锈钢板交付客户

防城2507不锈钢板支持多种规格,24小时





昌盛源金属有限公司
多年防城2507不锈钢板行业经验值得信赖

昌盛源金属有限公司实行了先进的流水线作业流程,引进了多组先进的进口 防城港防城2507不锈钢板大型生产设备。同时对 防城港防城2507不锈钢板原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 防城港防城2507不锈钢板产品日新月异的时代站住脚跟。
